Zyklogramme des Betriebs elektrischer Geräte in den Diagrammen
 Für umfassendere Informationen über die Funktionsweise von Blöcken und einzelnen Geräten von Zerspanungsmaschinen und -anlagen wird der schematische Schaltplan häufig durch Zyklogramme ergänzt.
Für umfassendere Informationen über die Funktionsweise von Blöcken und einzelnen Geräten von Zerspanungsmaschinen und -anlagen wird der schematische Schaltplan häufig durch Zyklogramme ergänzt.
Zyklogramm – zyklisches Diagramm, grafische Darstellung eines zyklischen Prozesses.
Zyklogramme (Taktogramme) des Betriebs elektrischer Geräte sollen die Reihenfolge und Dauer des Einschaltens von Elektromotoren und Steuergeräten erläutern und bestimmen. Sie sind notwendig, um die Reihenfolge und Dauer der Einbindung von Elektromotoren und Steuergeräten in die Kreisläufe von Mechanismen zu klären und festzulegen.
Für Mechanismen mit automatischen Arbeitszyklen und einer großen Anzahl von Steuergeräten ist es wichtig, über Zyklogramme zu verfügen. Zyklogramme zeigen in der Regel Bewegungsschalter, Druckschalter, Elektromagnete und andere Befehls- und Ausführungsgeräte oder Elektromotoren.
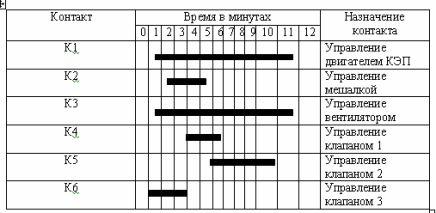
Reis. 1. Beispiel eines Zyklogramms
Es gibt zwei Hauptmethoden zum Zeichnen von Zyklogrammen: tabellarisch und grafisch.Zur Erläuterung der Funktionsweise von hydraulischen oder pneumatisch-elektrischen Stellelementen wird üblicherweise die tabellarische Methode verwendet.
Bei der Erstellung von Zyklogrammen nach der tabellarischen Methode sind folgende Konventionen zu beachten:
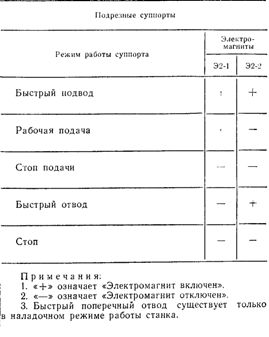
a) Das Zeichen „+“ bedeutet den erzwungenen Zustand des Geräts.
Dieser Zustand entspricht einem gedrückten Endschalterstift, einem Magnetspulenkolben oder einem erregten Magnetventil.
Selbstwiederherstellungsgeräte befinden sich nur dann in einem erzwungenen Zustand, wenn die Eingangsleistung (Signale) an sie angelegt wird;
b) das Zeichen „-“ wird verwendet, um den freien Zustand des Geräts anzuzeigen, der abgetrennten Elektromagneten, stromlosen Wegschaltern, Kolben hydraulischer oder pneumatischer Federn entspricht;
c) in Fällen, in denen die Steuerelemente mehr als zwei stabile Zustände haben, wird das Zyklogramm durch Buchstabensymbole ergänzt: H – untere Position der Rolle, B – obere; L – links; P – richtig; C – Durchschnitt usw.
In Abb. In Abb. 2 zeigt, wie das Zyklogramm für die Schlitten (Kopieren und Markieren) der Drehmaschine tabellarisch dargestellt ist.
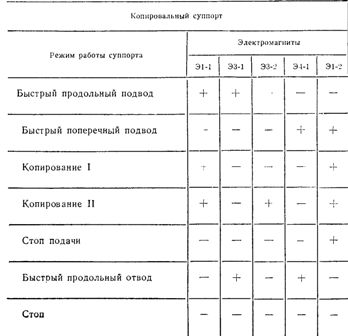
Reis. 2. Zyklogramm des Betriebs hydraulischer elektrischer Antriebe
Im Gegensatz zur tabellarischen Methode zum Zeichnen von Zyklogrammen können Sie mit der grafischen Methode nicht nur den Zustand von Wasser- und Pneumoelektrik- und Befehlsgeräten bestimmen, sondern auch den Zustand und die Funktion aller Arten von Mechanismen, die im Mechanismus enthalten sind, sowie von elektrischen Geräten, die entworfen werden müssen. Solche Zyklogramme sollten visuell, leicht zu zeichnen und verständlich zu lesen sein und außerdem die Funktionsweise aller Komponenten des Produktionsmechanismus vollständig charakterisieren.
Bei der Gestaltung werden am häufigsten Zyklogramme „unterwegs“, Zeitzyklogramme und Sequenzdiagramme der Abfolge von Mechanismen verwendet.
Die Wahl des Zyklogrammtyps wird durch die Komplexität des Zyklus des entworfenen Objekts bestimmt.
Zyklogramme „auf dem Weg“ sind die einfachsten, sie berücksichtigen nur die technologischen Übergänge verschiedener Wirkungszyklen von Mechanismen und die Platzierung der notwendigen Stellen für die Bezeichnung von Befehls- und Ausführungsgeräten. Dieses Zyklogramm bietet eine genaue Darstellung der Maschinenleistung.
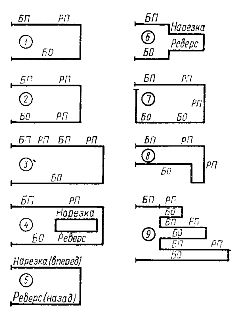
Reis. 3. Das einfachste Diagramm des Ablaufs der Werkzeugmaschine „auf der Straße“: BP – schnelle Annäherung: RP – Arbeitsvorschub, BO – schnelle Ernte, 1 – 9 – technologische Übergänge der Herde.
Das Zyklogramm der Arbeit „auf dem Weg“ des Ladegeräts und des Stifts ermöglicht die Beurteilung des Fortschritts paralleler Prozesse und des Zustands der Befehlsgeräte, die den Beginn der Arbeit von Mechanismen und Ausführungsgeräten gewährleisten, die die entsprechenden Schalter ausführen Ladevorrichtung.
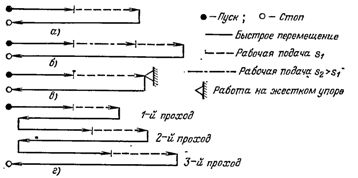
Reis. 4. Diagramme der Bewegungszyklen der Antriebsköpfe modularer Metallschneidemaschinen.
Erläuterungen zu den Zyklogrammen:
Der Vorschubkopf mit Schneidwerkzeugen nähert sich zunächst schnell dem Werkstück, dann nimmt die Bewegungsgeschwindigkeit ab und es entsteht ein Arbeitsvorschub. Nach Abschluss der Bearbeitung wird der Kopf schnell wieder in seine Ausgangsposition gebracht (a). Bei der Bearbeitung von Bolzenlöchern mit einem Kombinationswerkzeug werden diese zunächst mit einem normalen Arbeitsvorschub s2 gebohrt (oder mit einem Gewinde versehen), dann erfolgt ein automatischer Übergang zu einem niedrigeren Vorschub, bei dem das Senken durchgeführt wird.Das Zyklusdiagramm der Kopfbewegungen für diesen Fall ist in Abb. dargestellt. 4, geb.
Um den Endflächen in der Nähe der Bohrlöcher am Ende des Arbeitshubs entgegenzuwirken, wird das Werkzeug ohne Vorschub gedreht – auf einem harten Anschlag arbeiten (Abb. 4, c). Der Vorschubkopf stoppt, indem er auf einer speziellen Schraube ruht, die an einer festen Halterung montiert ist. Der Öldruck im Hydrauliksystem steigt und nach einer durch die Einstellung des Druckschalters bestimmten Zeitverzögerung kehrt der Kopf in seine Ausgangsposition zurück.
Ziehen Sie beim Bohren tiefer Löcher den Bohrer regelmäßig vom Werkstück weg, um Späne zu entfernen und ihn abzukühlen. Der diesem Fall entsprechende Antriebskopf-Bewegungszyklus ist in Abb. dargestellt. 4, d. Am Ende des Bohrens wird der Kopf mit den Werkzeugen in seine ursprüngliche Position zurückgebracht.
Komplexe Kreisläufe, an denen eine Vielzahl elektrischer Geräte oder Maschinen beteiligt sind, werden in Form von Zeitzyklogrammen dargestellt, die technologische Übergänge in Sekunden (oder Minuten) und den Betrieb einzelner Einheiten des Produktionsmechanismus darstellen.
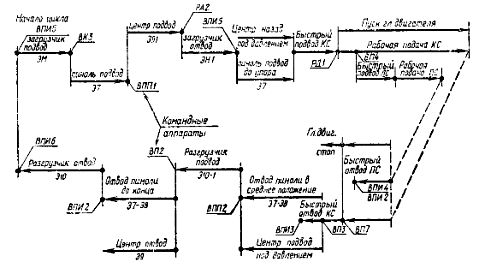
Reis. 5. Zyklogramm der Arbeit „unterwegs“ der Ladevorrichtung im Stift der Maschine