Elektrische Schaltpläne im Entwurf der Produktionslinie enthalten
Einrichtung einer Produktionslinie zur Verarbeitung von Wurzel- und Knollenfrüchten
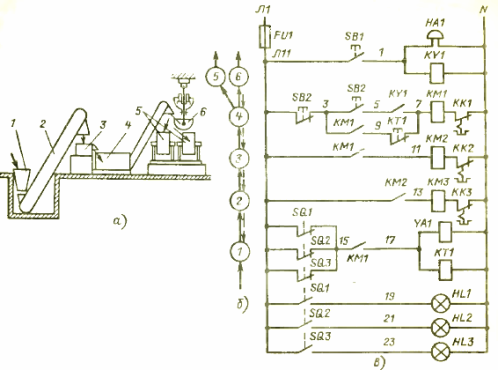
Der Hackfrüchtevorrat wird im Ladetrichter 1 gelagert. Bei der Futterverarbeitung im unteren Teil des Trichters wird das Ventil geöffnet und die Wurzeln werden durch die Schwerkraft auf den Schrägförderer 2 befördert, der sie in den Trennstein 3 befördert Diese gelangen zum Schneidwerk zum Waschen der Wurzeln 4. Die zerkleinerten Wurzeln werden dann in die Dampfbäder 5 der Futteranlage oder in den Wagen 6 des Luftweges zum Transport in einen anderen Raum geleitet.
Reis. 1. Produktionslinie zur Verarbeitung von Wurzel- und Knollenfrüchten
Bei dieser Linie handelt es sich um ein typisches Fördersystem. Um einen ordnungsgemäßen Betrieb zu gewährleisten, ist in einem solchen System eine Blockierung der Mechanismen vorgesehen, d.h. Die Festlegung einer bestimmten Start- und Stoppreihenfolge und die Blockierung erfolgt in der Regel entgegen der Richtung des Prozessablaufs.
Zur Steuerung einer solchen Leitung wird ein elektrischer Steuerkreis (Stromkreis) verwendet (Abb. 1, c).Es zeigt die Trägerraketen der jeweiligen Mechanismen. Um die Übereinstimmung des Diagramms mit dem technologischen Prozess herzustellen, werden links neben dem Diagramm ein Technologiediagramm und Blöcke angezeigt (Abb. 1, b).
Das Funktionsprinzip des Stromkreises
Der Trichter verfügt über ein Ventilschließmagnetventil YA1. Zur Steuerung der Mechanismen 2-4 sind jeweils Starter KMZ-KM1 für den Steuerknopf SB2 vorgesehen. Die Taste SB1 soll ein Startsignal geben, die Warnlampen HL1–HL3 – um den Betriebszustand der Mechanismen 5 und 6 zu signalisieren.
Um die Linie in Betrieb zu nehmen, drücken Sie die Taste SB1, um ein Vorstartsignal zu geben, die Glocke von HA1 läutet, das Relais KY1 wird aktiviert und schließt seinen Kontakt im Stromkreis des ersten Starters KM1 zum Starten. Drücken Sie dann, ohne die SB1-Taste loszulassen, die SB2-Taste und schalten Sie den Starter KM1 ein. Anschließend werden die Starter KM2 und KMZ über die gegenseitigen Kontakte gestartet, der Magnet YA1 wird aktiviert und die Klappe geöffnet. Alle Maschinen werden in die Arbeit einbezogen, Wurzel- und Knollenfrüchte werden verarbeitet.
Der Betrieb der Linie läuft weiter, bis die Dampfbäder 5 bzw. der Wagenkasten 6 gefüllt sind. Dies wird jeweils durch deren Endschalter SQ1 — SQ3 signalisiert. Ihr Signal öffnet den Versorgungskreis des Elektromagneten YA1 und des Zeitrelais KT1. Der Elektromagnet gibt das Trichterventil 1 frei und blockiert unter der Wirkung der Rückholfeder den Fluss der Hackfrüchte zum Förderband 2 und darüber hinaus.
Das im Stromkreis eingebaute Zeitrelais KT1 dient zur Änderung der Leitung, d.h.Nach dem Ausschalten des Trichters 1 arbeiten die Maschinen noch einige Zeit weiter, was für die vollständige Reinigung der Maschinen von Wurzelfruchtrückständen erforderlich ist. Nach dieser Zeit schaltet das Relais mit seinem Kontakt alle Mechanismen ab. Für manuelles Bremsen verfügt der Schaltkreis über einen Kontakt zum Öffnen der SB2-Taste.
Einzeiliges Stromversorgungsdiagramm einer Produktionslinie
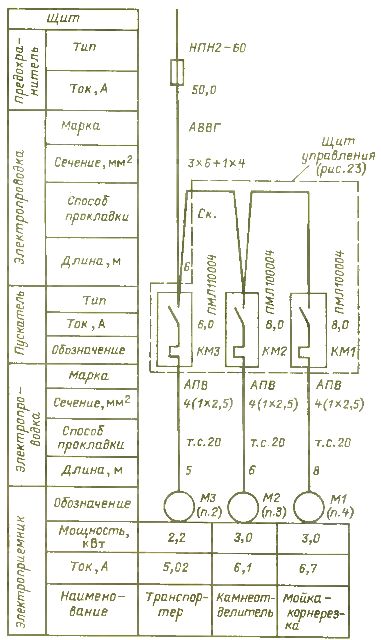
Am bequemsten ist es, alle Steuergeräte im Bedienfeld zu konzentrieren. In diesem Fall ist das Stromversorgungsschema der Maschinen in Abb. 1 dargestellt. 2.
Reis. 2. Einzeiliges Stromversorgungsdiagramm der Produktionslinie
Die Sicherung ist im Schaltschrank des Futterlagers eingebaut. Starter ohne Schutzabdeckung der PML-Serie werden in das Schaltfeld eingebaut und sind mit einem elektrischen Schutzthermorelais RTL -1012 für einen Strom von 8 A mit einem Einstellbereich von 5,5 bis 8 A ausgestattet. Der spezifische Schutzstrom wird entsprechend angepasst Motorstrom.
Im Lieferumfang ist der Starter KM1 enthalten Kontaktanhang PKL-2204, da der Schaltkreis zum Betrieb drei Hilfskontakte benötigt und nur einen schließenden Hilfskontakt hat.
Das Stromversorgungsschema elektrischer Antriebe wird in der Regel in einem einzeiligen Bild dargestellt. Es zeigt Leistungsschaltgeräte, elektrische Leitungen und Möglichkeiten zu deren Verlegung.
Schaltplan der Steuerplatine und Schaltplan der elektrischen Ausrüstung in der Platine
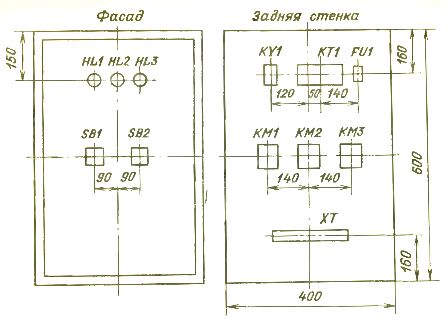
Als nächstes wird eine Zeichnung des Bedienfelds angefertigt, auf dem sich die Steuerausrüstung befindet (Abb. 3). Zur Installation werden folgende Geräte akzeptiert: Signallampen HL1-HL3 (AC-220), Taster SB1 (PKE122-1UZ), SB2 (PKE622-2UZ), Relais KY1 (RPU-2M, 2z), KT1 (VL-18- 1), Sicherung FU1 (PRS-6-P), Stromeinspeisung 6 A, Klemmenblock XT (BZ-10).
Reis. 3. Gesamtansicht des Bedienfelds mit der Anordnung der elektrischen Ausrüstung
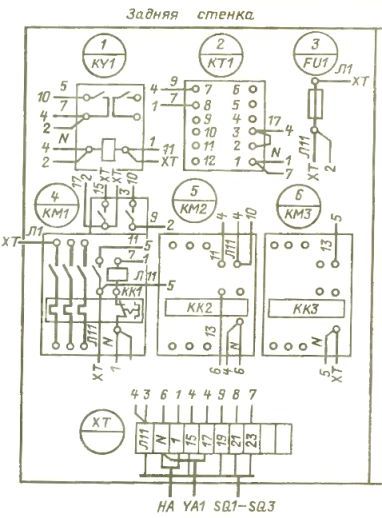
Als nächstes wird eine Zeichnung der Anschlüsse der Leiterplatte (Elektroschaltplan - Abb. 4) gezeigt, auf der die Schaltpläne der installierten Elektrogeräte ohne Beachtung von Maßstab, Seriennummern (im Zähler) und Positionsbezeichnungen gezeichnet sind nach dem Diagrammprinzip (im Nenner) werden über jedem Bild platziert.
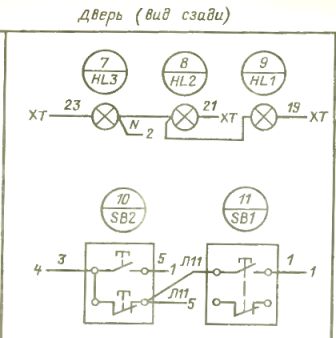
Reis. 4. Schaltplan der elektrischen Ausrüstung im Bedienfeld
Die Installation erfolgt auf eine der Arten, beispielsweise durch die Methode der entgegengesetzten Adressen, bei der Kabelsegmente an den entsprechenden Klemmen des Geräts dargestellt werden, auf denen die Marke des Kabels gemäß dem Schaltplan geschrieben ist. und wenn am Ende die Gerätenummer angegeben ist, an die dieser Draht gerichtet ist. Auf dem gegenüberliegenden Gerät ist die gleiche Ader mit der Nummer des vorherigen Geräts gekennzeichnet.
Anschlussplan für Schalttafel und Elektrogeräte
Als nächstes wird ein Diagramm der Anschlussplatine und der elektrischen Ausrüstung erstellt (Abb. 5). 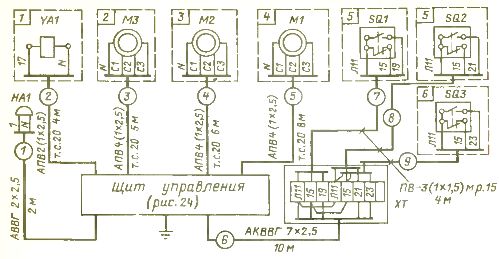
Reis. 5. Diagramm des externen Anschlusses des Bedienfelds und der elektrischen Ausrüstung
In einem solchen Diagramm werden, wie im vorherigen Beispiel, die notwendigen Prozessmaschinen mit ihrer elektrischen Ausrüstung und der entsprechenden Verkabelung gemäß dem Prinzipschaltbild dargestellt. Es ist zu beachten, dass die Verkabelung zu den Elektromotoren nicht im Diagramm dargestellt werden darf, da diese im einzeiligen Diagramm in Abb. 1 vorhanden sind. 2.
Anordnung der elektrischen Ausrüstung in der Produktionslinie
Die endgültige Zeichnung des Projekts ist die Anordnung der elektrischen Ausrüstung (Abb. 6).Darauf wird ein Raumplan und eine vereinfachte technologische Ausrüstung angewendet, die geplante elektrische Ausrüstung wird platziert und in den Symbolen, neben denen die Referenzbezeichnungen gemäß den vorherigen Projektzeichnungen angebracht sind, werden die Verdrahtungswege angezeigt und ihre bedingten Nummern angegeben gemäß Anschlussplan und Übersichtsschaltbild.
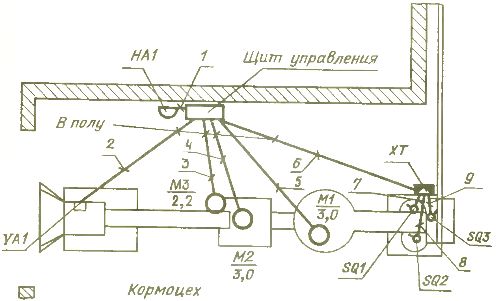
Reis. 6. Standort der elektrischen Ausrüstung
Diese und die vorherigen Zeichnungen sind für die praktische Umsetzung des Projektes vor Ort unabdingbar.