Reparatur von Magnetstartern
Reparatur von Kontakten von Magnetstartern
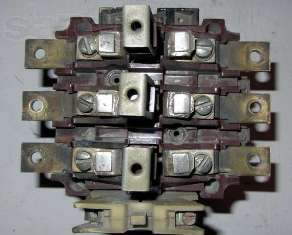
 Kontakte Magnetstarter, auf deren Oberfläche sich Brandspuren und Kohlenstoffablagerungen befinden, werden mit einem in Testbenzin oder Flugbenzin getauchten Baumwolltuch gereinigt.
Kontakte Magnetstarter, auf deren Oberfläche sich Brandspuren und Kohlenstoffablagerungen befinden, werden mit einem in Testbenzin oder Flugbenzin getauchten Baumwolltuch gereinigt.
Spritzer und „Perlen“ aus Metall auf der Oberfläche der Kontakte werden mit einer Feile entfernt. Überprüfen Sie nach dem Reinigen mit einem 0,05 mm dicken Spieß die feste Verbindung der Kontaktflächen. Bei geschlossenen Kontakten sollte die Sonde nicht mehr als 25 % der Kontaktfläche zwischen den Kontakten passieren.
Bei Bruch oder Lockerung wird die Kontaktfeder durch eine neue oder eine passende des ausrangierten Starters ersetzt.
Wenn das Gewinde in den Löchern für die Schrauben zur Befestigung der stromführenden Drähte abgenutzt oder freigelegt ist, werden die Löcher mit dem beschädigten Gewinde abgeschnitten und das Gewinde der folgenden Größe mit einem Gewindebohrer eingeschnitten.

Reparatur von Magnetkreisen von Magnetstartern
Magnetkreise von Magnetstartern bestehen aus einem Anker und einem Kern, auf dem eine kurzgeschlossene Spule verstärkt ist.
Verunreinigte Kontaktflächen von Kern und Anker werden mit einem in Benzin getränkten Reinigungsmittel gereinigt.Bei Korrosionsspuren auf der Kontaktoberfläche wird die Oberfläche mit einem Schmirgelleinen gereinigt. Überprüfen Sie nach der Reinigung mit einer 0,05-mm-Sonde die Kontaktfläche zwischen Kern und Anker, indem Sie den Anker von Hand gegen den Kern drücken. Die Kontaktfläche muss mindestens 70 % des Kernquerschnitts betragen.
Wenn der Luftspalt zwischen dem Mittelkern des Ankers und dem Kern des Magnetkreises weniger als 0,2 mm beträgt, wird der Anker bzw. Kern des Anlassers in einen Schraubstock eingespannt und der Mittelkern mit einer Feile mit feinem Schlitz gefüllt. Anschließend wird der Anker auf den Kern gesetzt und der Spalt abgetastet. Der Abstand sollte zwischen 0,2 und 0,25 mm betragen. Bei der Kernzuführung ist darauf zu achten, dass die Oberflächen der Anker- und Kernkernkerne bei geschlossenem Magnetsystem parallel sind.

Beim Kaltverfestigen wird die Kontaktfläche von Kern und Anker auf einer Schleifmaschine soweit geschliffen, bis alle Härtespuren beseitigt sind. Überprüfen Sie nach dem Schleifen mit Sonden den Spalt zwischen den Mittelsträngen sowie die Kontaktfläche der Endstränge des Ankers und des Kerns. Der Spalt zwischen den Mitteladern muss innerhalb der oberen Grenzen liegen und die Kontaktfläche der Endadern muss mindestens 70 % des Aderquerschnitts betragen.
Der beschädigte Kurzschluss im Anlasser wird durch einen neuen ersetzt. Der beschädigte Kurzschluss des Anlassers wird mit einer Feile einseitig durchtrennt und entfernt.
Der Einbauort der Spule wird mit einer Feile gereinigt. Die neue Kurzschlusswindung besteht aus Messing.Ein Materialaustausch und ein Kurzschluss mit Maßabweichungen sind verboten, da dies zu einer Erhöhung der Geräuschentwicklung des mitgelieferten Starters oder zu einer unzulässigen Erwärmung der Schleife führt.
Der in den Startern erzeugte Kurzschluss wird in die Nuten des Kerns gedrückt oder auf den Kern gelegt und seine Befestigungsplatten gebogen.
Wenn die Oberfläche des Magnetkreises eine beschädigte Farbe aufweist, wird sie mit einem in Benzin oder Testbenzin getränkten Reinigungsmittel gereinigt und getrocknet. Nach dem Trocknen werden Kern und Anker in ein Emailbad abgesenkt, sodass die Kontaktflächen nicht mit Lack bedeckt sind und die Breite des unlackierten Streifens an den Rändern der Kontaktfläche nicht mehr als 3 mm beträgt. Sie können den Kern und den Anker des Magnetkreises auch mit einem Pinsel bemalen.
Die lackierten Flächen werden 2-3 Stunden an der Luft getrocknet.

Reparatur von Anschlussklemmen von Magnetstartern
Verbrannte oder oxidierte Kontaktflächen der Klemmenblöcke werden mit einer Feile oder Schleifpapier gereinigt, mit einem in Benzin getränkten Reinigungsmittel abgewischt und mit POS-30-Lot verzinnt.
Wenn das Gewinde in den Löchern für die Schrauben zur Befestigung der Stromversorgungskabel abgenutzt oder gebrochen ist, werden die Löcher mit einem Gasbrenner mit Kupfer oder Messing verschweißt. Die Schweißstelle wird mit einer Feile gereinigt, genagelt und ein Loch zum Schneiden eines neuen Gewindes gebohrt. In das Bohrloch wird ein Gewinde auf die Größe des beschädigten Gewindes geschnitten.