Beleuchtung von Reparaturwerkstätten von Industrieunternehmen
 Die Reparatur umfasst:
Die Reparatur umfasst:
- Reparatur und Mechanik, Reparatur und Installation sowie Werkstätten für Metallkonstruktionen von Reparaturblöcken und Gebäudesockel;
- Holzbearbeitungswerkstätten für Reparaturblöcke und Bausockel;
- Gießereien für Reparaturblöcke und Bausockel;
- Werkstätten für elektrische Reparaturen (Elektroreparatur);
- Lackierereien für Reparaturblöcke und Bausockel.
Die empfohlenen Beleuchtungsstärkewerte für Reparaturwerkstätten, Reparaturblöcke und Bausockel richten sich nach den Industrienormen für die künstliche Beleuchtung der Hauptwerkstätten des Maschinenbaus und der Werkzeugindustrie.
Notfallbeleuchtung sollten in Gießereien (Orte, an denen Metall aus einem Ofen oder Kupolofen gewonnen wird, Schmelz- und Gießabteilung), thermischen Werkstätten (Bereiche für die Arbeit mit Säuren, geschmolzenen Salzen und in Gasanlagen) und in Metallbeschichtungswerkstätten (Bädern) bereitgestellt werden. In den übrigen Abschnitten befindet sich entlang der Hauptwege des Betriebsgeländes, in dem mehr als 50 Personen arbeiten, eine Evakuierungsbeleuchtung.
In allen Räumlichkeiten der Reparaturwerkstätten ist eine tragbare Beleuchtung für Reparatur, Einstellung und Inspektion der Ausrüstung installiert. Bei Vorhandensein von Metallbearbeitungsmaschinen, die über eine lokale Beleuchtung verfügen, ist es zulässig, die Niederspannungsanschlüsse der Maschinen zur Stromversorgung tragbarer Beleuchtungsgeräte (OP) zu verwenden.
Die Spannung der tragbaren Beleuchtung beträgt abhängig von der Spannung der lokalen Beleuchtung der Maschinen oder der mobilen Beleuchtung für den gesamten Standort 40 und 24 V. Funktioniert in Kuppeln, Bunkern und anderen Behältern von Gießereien.
Es wird empfohlen, in allen Haupträumen der Reparaturwerkstätten eine Notbeleuchtung zur Reinigung und Sicherheit der Räumlichkeiten zu installieren. Als Notbeleuchtung wird der Einsatz von Evakuierungsbeleuchtung (EO) und Notbeleuchtung (AO) empfohlen.
 Für die allgemeine Beleuchtung von Servicewerkstätten sollten Entladungslampen (LL, DRL, MGL) und in einigen Fällen NLVD verwendet werden. In Räumen mit geringer Höhe (bis 6-8 m) sollten grundsätzlich Leuchtstofflampen eingesetzt werden. Für Kranabschnitte über 6–8 m Höhe sollte RLVD verwendet werden.
Für die allgemeine Beleuchtung von Servicewerkstätten sollten Entladungslampen (LL, DRL, MGL) und in einigen Fällen NLVD verwendet werden. In Räumen mit geringer Höhe (bis 6-8 m) sollten grundsätzlich Leuchtstofflampen eingesetzt werden. Für Kranabschnitte über 6–8 m Höhe sollte RLVD verwendet werden.
Glühlampen werden in den entsprechenden möglichen und wirtschaftlich vertretbaren Fällen eingesetzt, hauptsächlich als Ersatz-, tragbare und lokale Beleuchtung, in kleinen explosionsgefährdeten Räumen, für AO und EO, bei Verwendung als RLVD-Arbeitsbeleuchtung.
Wenn bei Vorhandensein von Brückenkränen die Wartung der Beleuchtungskörper in den Abschnitten der Reparaturwerkstätten normalerweise keine Schwierigkeiten bereitet, muss bei Vorhandensein von Brückenkränen im Projekt die Möglichkeit zur Wartung der allgemeinen Deckenbeleuchtung vorgesehen werden.Dazu ist es notwendig, der Organisation einen Auftrag zu erteilen – dem Generalplaner für die Eintragung von mobilen Bodengeräten in das Projekt, Aufträge der Organisation, die den Bauteil entwirft, für das Gerät der Brückenbeleuchtung, das Gerät der Einsatzkräfte von Hängekräne auf mobilen Schaukeln, Installation spezieller Anhängerkräne mit Plattformen für Wartungslampen usw.
In Räumen mit geringer Breite (bis 9 m) ist die Installation von OP an den Wänden (in der Regel Lampen mit LL) unter den Kranschienen mit Unterstützung des OP durch Treppen und Leitern zulässig.
Unter den Bedingungen von Reparaturwerkstätten (mechanisch, elektrisch usw.) wird hauptsächlich ein kombiniertes Beleuchtungssystem verwendet, bei dem die lokale Beleuchtung von Arbeitsflächen und Montagetischen die Ausleuchtung deutlich erhöhen, die erforderliche Lichtrichtung erzeugen und für die Ausleuchtung sorgen kann Die von der Allgemeinbeleuchtung abgeschirmte Innenfläche der Produkte sorgt für eine günstige Helligkeitsverteilung im Arbeitsbereich.
Durch den Einsatz lokaler Beleuchtung können Sie die Arbeitsproduktivität steigern und häufig Produktverschwendung reduzieren. Gleichzeitig ist in der Regel eine starke Reduzierung des Energieverbrauchs und der Investitionskosten für die Beleuchtungsinstallation zu beobachten.
Bei einem kombinierten Beleuchtungssystem muss die Ausleuchtung der Arbeitsfläche durch die gemeinsamen Beleuchtungskörper mindestens 10 % der Norm für die kombinierte Beleuchtung mit den Lichtquellen betragen, die für die lokale Beleuchtung verwendet werden.In diesem Fall sollte die Beleuchtungsstärke der Allgemeinbeleuchtung im kombinierten Beleuchtungssystem bei Verwendung zur Allgemeinbeleuchtung des Radars mindestens 150 und höchstens 500 Lx bzw. mindestens 50 und höchstens 100 Lx betragen LN.
In Räumen ohne natürliches Licht kann die von Beleuchtungskörpern zur Allgemeinbeleuchtung in einem kombinierten Beleuchtungssystem erzeugte Beleuchtung höhere Werte als die oben aufgeführten haben.
Die am Arbeitsplatz mit lokalen Beleuchtungskörpern bereitzustellende Beleuchtung ist definiert als die Differenz zwischen der Standardbeleuchtung und der Beleuchtung, die durch die allgemeinen Beleuchtungskörper im kombinierten System bereitgestellt wird.
Um die direkte Blendung örtlicher Beleuchtungskörper zu begrenzen, ist der erforderliche Mindestschutzwinkel geregelt, der für in der Höhe bewegte Beleuchtungskörper mindestens 30° (bei Reflektoren aus undurchsichtigen Materialien) und in anderen Fällen mindestens 10° betragen sollte . Da Blendung nicht nur durch direkte, sondern auch durch reflektierte Blendung entstehen kann, müssen Maßnahmen zu deren Begrenzung getroffen werden.
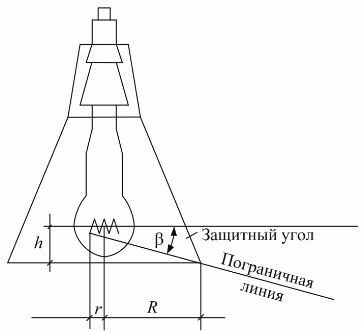
Schutzecke der Leuchte
Bei der Arbeit mit glänzenden Produkten (z. B. Metallblech) wird empfohlen, Installationen zu verwenden, bei denen es sich um große Leuchtflächen handelt, die mit lichtstreuendem Material bedeckt sind, und diese gemäß dem Diagramm in Abb. anzuordnen. 1, a. Die Helligkeit der Leuchtfläche des lokalen Beleuchtungskörpers sollte im Bereich von 2500-4000 cd/m2 liegen.
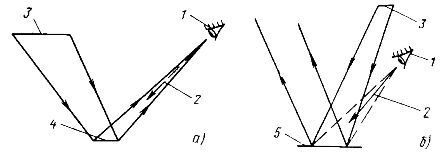
Reis. 1.Die Position der Lampe, die Arbeitsfläche und die Augen des Arbeiters sorgen für eine Reduzierung der reflektierten Blendung während der Arbeit: a – bei Metallen oder hellen Kunststoffen; b – mit dunkel glänzenden Materialien sowie mit diffusen Oberflächen, die mit transparentem Material bedeckt sind, oder mit Oberflächen mit gerichteter diffuser oder gemischter Reflexion; 1 – das Auge des Arbeiters; 2 – die Blickrichtung des Arbeiters; 3 – leuchtende Oberfläche; 4 – glänzende Arbeitsfläche; 5 – dunkel glänzende Arbeitsfläche oder diffuse Arbeitsfläche, bedeckt mit einer Schicht aus transparentem Material
Bei der Arbeit mit dunkel glänzenden Produkten aus Kunststoff und Keramik, bei Arbeiten, die die Unterscheidung diffus reflektierender Objekte auf einem diffusen Hintergrund erfordern, bei der Arbeit mit diskriminierenden Objekten und Arbeitsflächen mit gemischter Reflexion ist es erforderlich, lokale Beleuchtungskörper entsprechend zu platzieren das Schema in Abb. . 1, geb.
Um die Welligkeit des Radarlichtflusses bei einer Frequenz von 50-60 Hz zu reduzieren, ist es notwendig, antistroboskopische Schaltkreise zu verwenden (z. B. Lampen mit zwei Lampen, deren Schaltkreise eine Phasenverschiebung zwischen den Strömen bewirken, die verschiedene Lampen gleichzeitig versorgen Winkel von 90 ± 40°). Lokale Beleuchtungskörper müssen in der Regel strenge Anforderungen an Vibration, Linearität und Schockfestigkeit erfüllen.
Je nach Standort gleichartiger Arbeitsplätze kann die lokale Beleuchtung einzeln oder in Gruppen erfolgen. Im ersten Fall wird jeder Arbeitsplatz mit einer eigenen Einzelleuchte vervollständigt, im zweiten Fall wird eine Gruppe oder Reihe von Arbeitsplätzen mit einer einzelnen OU für die lokale Beleuchtung ergänzt.
Gehen Sie bei der Auswahl der Lichtquellen für die lokale Beleuchtung wie folgt vor: Glühlampen sind dort vorzuziehen, wo eine leicht bewegliche Lampe erforderlich ist, die Ausleuchtung der inneren Hohlräume bearbeiteter Teile erforderlich ist, Funkstörungen nicht akzeptabel sind und ein hohes Risiko eines Stromschlags besteht . Für die Beleuchtung der meisten Arbeitsplätze empfiehlt sich der Einsatz von Lampen mit LL. Der Einsatz von LL ist in einigen Fällen und aus Gründen der Begrenzung der Reflexblendung bei der Arbeit mit großen spiegelnden Arbeitsflächen erforderlich.
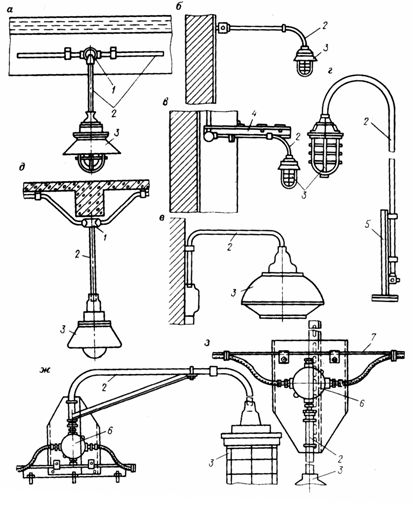 Schemata für die Montage und Befestigung von Lampen: a – beim Verlegen auf Balken, b – an der Wand, c – auf Metallkonstruktionen, d – auf dem Gestell, e – auf der Aufhängung, f – auf der Halterung, d – beim Verlegen, das Kabel öffnet sich entlang des unteren Farm Pop, h – zum Verlegen von Kabeln, 1 – Anschlussdose, 2 – Rohr (Aufhängung oder Halterung), 3 – Lampe, 4 – Kanal, 5 – Metallständer, 6 – Anschlussdose U-409, 7 – Kabel.
Schemata für die Montage und Befestigung von Lampen: a – beim Verlegen auf Balken, b – an der Wand, c – auf Metallkonstruktionen, d – auf dem Gestell, e – auf der Aufhängung, f – auf der Halterung, d – beim Verlegen, das Kabel öffnet sich entlang des unteren Farm Pop, h – zum Verlegen von Kabeln, 1 – Anschlussdose, 2 – Rohr (Aufhängung oder Halterung), 3 – Lampe, 4 – Kanal, 5 – Metallständer, 6 – Anschlussdose U-409, 7 – Kabel.
 Maschinenbetrieb… Alle Metallschneidemaschinen sollten über eine lokale Beleuchtung verfügen, die normalerweise in der Maschine enthalten ist. Der Hauptgegenstand ist der Schneidbereich und das Bedienfeld. Bei den visuellen Aufgaben geht es darum, die korrekte Montage und Befestigung des Werkstücks und des Schneidwerkzeugs zu beobachten, die Zeichnung zu lesen und die Qualität des Schneidvorgangs zu überprüfen.
Maschinenbetrieb… Alle Metallschneidemaschinen sollten über eine lokale Beleuchtung verfügen, die normalerweise in der Maschine enthalten ist. Der Hauptgegenstand ist der Schneidbereich und das Bedienfeld. Bei den visuellen Aufgaben geht es darum, die korrekte Montage und Befestigung des Werkstücks und des Schneidwerkzeugs zu beobachten, die Zeichnung zu lesen und die Qualität des Schneidvorgangs zu überprüfen.
Alle Beleuchtungskörper der Maschine müssen mechanischen Belastungen standhalten, die der Gruppe der Betriebsbedingungen M8 gemäß GOST 17516-72 entsprechen. Eine besondere Anforderung an die Beleuchtung vieler Werkzeugmaschinen ist die Begrenzung der reflektierten Blendung. Das beobachtete Objekt kann sich in jeder Ebene befinden, was die Möglichkeit der Verwendung leicht beweglicher Lampen bedingt.
Bei Verwendung einer Flüssigkeit auf Wasserbasis zur Kühlung des Schneidwerkzeugs ist eine spritzwassergeschützte Lampenkonstruktion erforderlich. Bei großen Metallbearbeitungsmaschinen werden in der Regel mehrere lokale Beleuchtungskörper installiert, bei kleinen Metallschneidemaschinen sowie Polier- und Schleifmaschinen bietet es sich an, eine kleine Lampe vom Typ LL LKS01 zu verwenden.
Das Vorhandensein eines organischen Glasdiffusors sorgt für eine geringe Helligkeit am Ausgang der Leuchte, was bei der Arbeit mit glänzenden Oberflächen wichtig ist, und das spritzwassergeschützte Design bietet Schutz vor dem Eindringen wasserbasierter Flüssigkeiten in die Leuchte.
Holzbearbeitungsmaschinen zeichnen sich dadurch aus, dass die Abmessungen der auf ihnen verarbeiteten Produkte relativ groß sind. Dies führt in der Regel dazu, dass auf lokale Beleuchtung verzichtet und durch eine allgemeine gleichmäßige oder lokale Beleuchtung ersetzt wird. Wenn dennoch eine lokale Beleuchtung erforderlich ist, erfolgt dies mit einer oder zwei Lampen vom Typ NKP. In einigen Fällen werden sie durch Lampen ersetzt, die nicht speziell für die lokale Beleuchtung konzipiert sind (LSP16, LSP22, LSP18 usw.).
Zur Beleuchtung der Pressen werden Leuchten mit LN NVP01 (Einbau) und NKP01 (Einbau) eingesetzt. Die lokale Beleuchtung kleiner Pressen kann durch die Anbringung von NKS01-Beleuchtungskörpern gelöst werden, die stoßdämpfend auf Gummipads befestigt sind.
Schlosserarbeiten... Auf einer Metallarbeitsplatte ist auf eine gute Beleuchtung von drei Arbeitsbereichen zu achten: der horizontalen Fläche der Arbeitsplatte (Teile markieren, stanzen etc.); Zeichenebene, die vertikal an einer Wand oder einem Zaun befestigt ist; die Oberfläche des in einen Schraubstock eingespannten Werkstücks, die von verschiedenen Seiten beleuchtet werden muss.
Es gibt keine Beleuchtungskörper, die alle drei Bereiche des Schreibtisches gleichzeitig gut ausleuchten können. Als erfolgreichste Lösung sollte die gleichzeitige Verwendung von zwei Lampen angesehen werden.
Zur Beleuchtung großer Flächen ist eine leistungsstarke Lampe mit LL (z. B. ML-2×40) verbaut, die zweite Lampe sorgt für eine gerichtete Beleuchtung des Werkstücks im Schraubstock. Dies kann eine Leuchte mit LN sein (z. B. NKS01).
Layout- und Krümmungsarbeiten … Visuelle Markierungsarbeiten erfordern eine gute Sichtbarkeit, um kleine Markierungen zu erkennen. Um die Helligkeit der reflektierten Blendung beim Markieren glänzender Produkte zu reduzieren, werden Lampen mit großer Fläche und geringer Helligkeit des Austrittslochs verwendet, d.h. LL-Lampen mit lichtstreuendem Material überzogen. Wenn eine lokale Beleuchtung baulich schwierig oder unmöglich ist, wird eine allgemeine lokale Beleuchtung geschaffen.
Ein Merkmal der Markierungs- und Biegearbeiten ist die Notwendigkeit, den Spalt zwischen der Schablone und dem Teil zu erkennen, der durch Beleuchtung „zum Licht“ (durch Installation eines zusätzlichen vertikalen Bildschirms) bereitgestellt wird.
Bei der manuellen Zuführung von Kleinteilen kann der Strahler tief über der Arbeitsfläche positioniert und fest am Tisch befestigt werden. Durch den Einsatz von Doppelleuchten können Sie für die nötige Beleuchtung sorgen.
Bei der Arbeit mit glänzenden Produkten werden mit lichtstreuendem Glas abgedeckte Lampen verwendet. Bei der Anlieferung der Produkte mit Hebe- und Transportmechanismen werden als lokale Beleuchtungskörper mobile und tragbare Lampen eingesetzt, deren Anzahl und Leistung durch die Abmessungen der Platten bestimmt werden. Bei der punktuellen Beleuchtung der Markierungsschilder kommen auch hinter dem Rücken des Arbeiters angeordnete Reihen schräger Beleuchtungskörper zum Einsatz.
Montagearbeiten… Abhängig von den Abmessungen der Baugruppen und Teile, die im Montagebereich montiert werden sollen, ist es notwendig, eine unterschiedliche Beleuchtung zu schaffen. In der Regel handelt es sich bei der Montage kleinerer Produkte um Arbeiten mit hoher und höchster Präzision, bei der Montage mittelgroßer Produkte um Arbeiten mittlerer Präzision, bei der Montage großformatiger Produkte um Arbeiten geringer Präzision.
Die Beleuchtung von Montagebereichen mittelgroßer Produkte ähnelt der Beleuchtung von Schlosserarbeiten. Bei der Montage großer Produkte wird die erforderliche Beleuchtung in der Regel durch Lampen mit allgemeiner (lokaler oder gleichmäßiger) Beleuchtung gewährleistet, bei der Montage kleiner Produkte kann eine lokale Beleuchtung mit der Lampe LNP01-2×30 realisiert werden, und in einigen Fällen (wenn die Arbeit erledigt ist). erfolgt innerhalb des Produktvolumens) — mit Hilfe der Lampen NKS01 ...
In Elektroreparaturwerkstätten, in denen ein großer Teil kleine Elektroarbeiten sind, kann die lokale Beleuchtung aus einem oder zwei gerichteten Beleuchtungskörpern mit vielen Freiheitsgraden (LNP01, NKS01, NKP02) bestehen. Werkstätten für Elektroreparatur (Elektroreparatur). Die Einstufung der Räumlichkeiten von Energiereparaturwerkstätten hinsichtlich der Brand- und Explosionsgefahr ist in den Normen für die technologische Gestaltung von Energiereparaturwerkstätten, insbesondere in den Allunionsnormen für die Gestaltung von Werkstätten für Maschinenbauunternehmen ( ONTP-01-78).
Die Namen der Räumlichkeiten werden als eine der möglichen Namen angegeben und können geändert werden. So kann die Demontage- und Reinigungsabteilung als Demontage und Spülung, Demontage und Fehlersuche usw. bezeichnet werden.Wenn an bestimmten Arbeitsplätzen organische Lösungsmittel verwendet werden, kann in diesen Bereichen eine explosions- oder feuergefährliche Umgebung herrschen: Wenn beispielsweise Teile mit Benzin, Kerosin oder Testbenzin abgewischt werden, befindet sich im Umkreis von 100 m eine explosionsfähige Zone der Klasse B-1a 5 m vom Arbeitsplatz entfernt, beim Wischen und Waschen von Teilen ist die Tetrachlorethylen-Zone im Umkreis von 3 m brandgefahrenklasse P-1.
Bei der Kombination verschiedener Abteilungen in einem Raum wird eine Beleuchtungsstärke von 300 Lx mit einem gemeinsamen Beleuchtungssystem (Kategorie IIIb) und 1000 Lx – mit einem kombinierten Beleuchtungssystem angenommen.
Holzbearbeitungswerkstätten für Reparaturblöcke und Bausockel. Zur Beleuchtung dieser Werkstätten wird hauptsächlich ein System allgemeiner gleichmäßiger oder allgemeiner lokaler Beleuchtung verwendet. Lokale Beleuchtung wird hauptsächlich nur in den Schreinerei-, Montage- und Sägestrahlabteilungen eingesetzt. Als Lichtquellen werden LL und RLVD empfohlen. In Holzwerkstätten werden häufig Lampen PVLM, LSP22, LSSH8, RSSHZ usw. verwendet. Die Verkabelung erfolgt überwiegend mit nicht armierten Kabeln mit nicht brennbarer Ummantelung und Isolierung.
Lackierabteilungen von Reparaturwerkstätten und Baubasen. Als Lichtquellen werden hauptsächlich RL (Lampen N4T4L, N4T5L, OWP-250, OMR-250 usw.) verwendet. LNs können für kleine Lackierflächen verwendet werden. In manchen Fällen kann die Beleuchtung beim Lackieren je nach Beschichtungsklasse der lackierten Produkte erhöht werden. An Orten, an denen lackierte Produkte überprüft werden, wird die Beleuchtung auf 300-400 Lx erhöht. Die elektrische Verkabelung erfolgt in der Regel mit Kabeln, Startgeräte und Abschirmungen werden aus explosionsgefährdeten Bereichen verlegt.